MANUFACTURE OF MOTION PICTURE FILM.
Read to the British Kinematograph Society on April 4th, 1938
FILM SUPPORT MANUFACTURE.
Standard motion picture films are chiefly made of cellulose nitrate, cellulose acetate being used for the production of what is usually referred to as safety film. In both cases cotton is used as the source of cellulose in the form of “linters,” the short fibres taken from the cotton seed pods after the removal of the long fibres which are those normally used for textiles; the chief reason for using the “linters” is economy.
To produce cellulose nitrate or acetate the cotton is treated with a corresponding acid after mechanical purification to remove dust and mineral particles. The cotton is then heated under pressure with diluted alkali solution to remove all traces of grease and similar materials. Next, it is washed, bleached and then treated with a solution of dilute mineral acid to remove finally all traces of bleaching solution. After a final wash the cotton is centrifuged to remove as much surplus water as possible, and then dried to uniform low moisture content.
In the case of cellulose nitrate, nitration has to be carried out with extreme care under accurately controlled conditions because the exact properties of the nitro-cellulose obtained affects profoundly the characteristics of the final support. The properties of nitro-cellulose depend on many factors, chiefly on the raw cotton, the composition and concentration of the acid nitrating mixture, and on temperatures and times of reaction. Since one of the by-products of the combination of cellulose and nitric acid is water, an agent must be introduced to take up the water so formed. For this reason the reaction is carried out with a mixture of nitric and sulphuric acids.
In order to produce a homogeneous product, efficient agitation is employed in the nitrating vessels, bringing the cotton into contact with the acid mixture as rapidly as possible so that some portions of the batch do not become over nitrated at the expense of others. A typical nitrating mixture is approximately nitration being carried out at
60% sulphuric acid
20% nitric acid
20% water
approximately 40°C, the complete reaction taking a period around 20 minutes, producing cellulose nitrate with a nitrogen content of approximately 12%.
The product is now subjected to further centrifuging, washing and bleaching. To ensure stability of the final film support to avoid subsequent action of the film support on the photographic emulsion, all traces of free acid are removed.
The material is now subjected to pressure to remove the bulk of water, and is stored in this comparatively wet condition until ready for use, when it is de-hydrated with alcohol prior to solution irk suitable organic solvents, for the preparation of dope.
In the case of cellulose acetate, acetic acid is used in place of nitric acid, and acetic anhydride is substituted for sulphuric acid. Cellulose acetate is not highly inflammable like cellulose nitrate, and can therefore, after the necessary purification, be dried and stored in dry form.
The cellulose ester is now brought into solution with suitable solvents so that it may be coated on a smooth surface in a thin layer and dried as the solvents evaporate, leaving a skin or film which can be peeled from the surface, giving a transparent layer having the characteristics of a film support.
The preparation of cellulose ester involves more than a suitable solvent. A mixture having a fairly high degree of solvent action which will dissolve the cellulosic derivation rapidly and completely is required, but to this solution has to be added a limited quantity of plasticizers, to ensure that the finished film support shall have the necessary elasticity and flexibility.
Finally, one of the chief problems is the efficient filtration of this viscous dope solution to remove all traces of suspended matter so that the resulting sheet of celluloid shall have a high degree of clarity and be entirely free from even the most minute solid particles. The typical solvents for cellulose nitrate dope are mixtures of two or more of the following organic solvents:
Methyl alcohol
Ethyl alcohol
Ether
Acetone
To these must be added one or more organic solvents, such as amyl acetate, or one of the higher alcohols like butyl alcohol, to reduce to a controlled extent the rate at which the various solvents are removed in drying, and to assist removal of lower boiling solvents. Although it is desirable that the evaporation of the solvents shall be reasonably rapid it would be fatal to go too far in this direction because this would result in the condensation of atmospheric moisture, which would impair the clarity of the film. A plasticizer which is used in almost all nitrate film supports is camphor, to the order of l0%-20% of the weight of the nitro-cellulose but which varies in accordance with the desired characteristics of the finished film support.
Acetate film support is perhaps a little more difficult, because the range of suitable solvents for cellulose acetate is more restricted, and as will be seen later, it is more difficult to introduce into a cellulose acetate film support the very necessary physical characteristics.
The only satisfactory method in practice, for preparing continuous film support is to spread the dope in a uniform thin layer on a smooth surface, evaporate the bulk of the solvents, peel off the film support and complete the drying process by further conditioning.
In the early days of the manufacture of film support, the dope solution was coated on sheets of plate glass of considerable length, to which dope was applied by means of a suitable spreader such as now used for plate emulsion coating. This method was soon displaced by two types of continuous machines one consisting of an endless band of thin polished metal driven by two metal drums, the other consisting of a metal drum of large diameter usually referred to as a wheel.
In both cases the metal band or drum has a very highly polished and flaw less metallic surface, usually of a plating of silver, nickel, chromium, or some other suitable metal on to which the dope solution is fed by a suitable spreader, conditions being arranged so that during a very short space of time the solvents have evaporated sufficiently to enable the film support to be peeled off, after which it is carried through a series of drying chambers where the bulk of the remaining solvents are removed.
To assist this further curing, the film is often passed over small heated drums or rollers, and finally wound up on a spindle at the end of the machine. The speed of rotation of the drum naturally depends on its dimensions, the temperature which can be maintained, and particularly on the thickness of the dope coating. In practice, these machines give film support varying in width from 20 inches upwards and for the purpose of motion picture film usually 2,000 ft. in length.
The same principle exactly is applied for the coating of cellulose acetate film support, although the temperatures and rates of rotation of the drum are somewhat different. Great care is taken during coating to ensure complete freedom from dust and it is hardly necessary to stress the extreme importance of the degree of perfection of the surface of the drum which is necessary to obtain uniformity of thickness in the film support and freedom from superficial mechanical defects.
The thickness of the support is determined by the viscosity of the dope solution, the adjustment of the spreader through which the solution is fed on to the drum and the rate at which the drum is rotated. For all motion picture film, the standard thickness of the film supports used is approximately .005 inches. An important item in connection with the economy of this part of the manufacturing process is an efficient solvent recovery plant and in most cases more than 90% of the total solvents used are conserved by such a plant. Although this point will be referred to later, it must be mentioned here that precautions have to be taken to prevent the building up of charges of static electricity, and care also has to be taken to keep the concentration of the solvent vapours outside the explosion limits, so that there will be no great danger of explosion if static discharges do occur.
The nature of film support prepared as already described, is such that if coated with a sensitive emulsion layer, there will not be very good adhesion between this layer and the support even in the dry state. It is therefore necessary to coat the surface of the film support with a thin layer which is generally known as a substratum, in order to avoid stripping and frilling of the emulsion layer. In general; the principle involved in subbing support is to apply a very thin layer of solution which has chemical and physical properties intermediate between that of the support itself and the emulsion layer which is to be subsequently applied so that the substratum may amalgamate with the film support on the one hand and the emulsion layer on the other, enabling the sensitive film to withstand satisfactorily any processing to which it may be subjected without the risk of separation of the emulsion from the support. An example of such a substratum solution is one which contains a limited amount of suitable colloid, usually gelatine, a solvent for this colloid, in this case water, and finally a limited amount of an organic solvent which is capable of dissolving the cellulose nitrate or cellulose acetate.
The application of the subbing layer is usually made to the film support before it is reeled up on the base making machine. It is applied on one or both surfaces of the support according to whether it is necessary finally to sensitize or apply gelatine coating to one or both sides. Such subbing layers are usually extremely thin and the application is made by means of a roller on one or both sides, as required.
Although both the film support and the subbing itself are relatively inert, it is very necessary that the application of the substratum layer should be uniform and free from mechanical defects, otherwise various types of defects may be apparent on the sensitized film either immediately after coating in the worst cases or more often after a period of keeping.
If it is desired to impart any special tint or apply an anti-halation backing to the base, such as that commonly used for sub-standard motion picture film, and in many cases also on 35 mm motion picture negative film, such layers are usually applied in a similar manner on the base making machine. In such a case it is not necessary to use a colloid like gelatine, since the question of adhesion is no longer involved, and the solution used for a purpose of this kind is more usually composed of a similar organic solvent containing a limited quantity of cellulose ester and the necessary quantity of a suitable dye.
Before going on to emulsion making and sensitising, the physical properties of the support should be mentioned. One of the real problems in this stage of the manufacture is to produce a material which has unusual physical characteristics, motion picture positive in particular having to stand up to the very adverse conditions of being run through projection machines at high speed in which it is subjected to high temperatures, without any risk of breakdown of its structure.
The film support, therefore, in addition to being flexible under these conditions has to be of sufficient strength. This, however, is not the only important factor, because since the film is perforated and driven through the machine by sprockets, unless the perforation holes in the film mesh exactly with the teeth of these sprockets, very rapid wear would set in and the film would be completely broken down after only a few runs. Therefore it is essential that not only the perforation pitch be accurate, but that the shrinkage characteristics of the film during the processing operation should be negligible. If such dimensional change during processing is appreciable or in the least variable, it will mean that accuracy of pitch in perforating technique will be of little avail as a result of these subsequent dimensional changes. It may often be wondered why, since acetate or safety film exists, it is not universally used for 35 mm. motion picture film as well as for sub-standard film. The answer is primarily that, so far, it has not been possible to produce an acetate film support having physical properties so satisfactory, as nitrate film has a much longer projection life than acetate film base:
In the case of sub-standard film it is not so essential that it withstands wear and tear so satisfactorily, because the number of times such film is put through the projector is much more limited. The primary reason for the use of acetate film support for sub-standard is that in most countries such film used for home movies, educational purposes and so on has by law to be of the safety type.
EMULSION MANUFACTURE.
Most sensitive materials manufactured to-day and certainly a very high proportion of those used in the motion picture industry, are sensitized with an emulsion which is made up of two essential materials, silver halide suspended in gelatine. Emulsions consisting primarily of these two substances having a wide range of characteristics are made possible by the methods of control avail able to the emulsion maker during manufacture.
For nearly seventy years gelatine has been almost universally used as the emulsion making colloid. It is interesting to analyze the reasons for this. In the first place, its physical properties are peculiarly suitable for a purpose of this kind because although soluble in water above a certain temperature, it sets to a solid gel when the temperature is reduced below a certain level, which materially assists the application of a sensitive emulsion to any kind of support. Emulsion can be spread while in liquid form, a sudden chilling bringing about setting which ensures uniformity of coating thickness.
In addition, since light sensitive silver compounds are suspended in a medium of this kind and in order that subsequent processing reactions may take place satisfactorily, it is necessary that processing solutions can penetrate easily and, rapidly. In this respect also gelatine meets all the necessary requirements.
Another important point is that by the addition of limited quantities of hardeners, the temperature at which the gelatine goes into solution can be raised indefinitely so that where necessary the emulsion can be hardened physically to a degree that is necessary to withstand any ordinary changes of temperature which may occur in processing. Gelatine has two useful properties as a protective colloid so necessary to prevent aggregation and sedimentation of the silver halide particles suspended in it.
If silver bromide is precipitated in water in the absence of a protective colloid, the small crystals of silver bromide often aggregate very rapidly and quickly settle more or less completely—obviously fatal in the preparation of a light-sensitive emulsion to be coated on a film support, because not only would the coated layer lack uniformity but it would give an extremely granular result, if the colloid used did not have a sufficiently high protective action.
When such precipitation is made in the presence of the necessary quantity of gelatine no aggregation or sedimentation takes place, even if the emulsion is held in liquid form for a period of days due to the fact that the tiny crystals of silver halide, as precipitated, are protected suitably by the gelatine and aggregation is almost entirely prevented.
Finally, one of the most important properties of gelatine is that its nature is such that there is usually associated with it small quantities of chemical substances usually originating in the raw materials used for gelatine manufacture which are of extreme importance in deciding the characteristics of the sensitive emulsion.
The most important of these is a class known to the emulsion makers as sensitizers, which have a marked effect on the light sensitivity of the silver halide precipitated in their presence. Even to-day, they are responsible to a very large measure for the high sensitivity of negative emulsions now produced.
We must now consider the properties of the various silver halides. There is one peculiarity about this group of silver compounds. Whereas almost all of the chemical and physical properties of silver chloride; silver bromide, silver iodide are graduated in that order their sensitivity to light does not obey this general rule and of the three, silver bromide has the highest light sensitivity and silver iodide the lowest.
Another peculiarity is that if one precipitates a mixture of two of these ‘soluble halides with silver nitrate giving silver chloro-bromide, chloro-iodide or bromo-iodide one would naturally expect the sensitivity to light to be intermediate between the sensitivities of the two component halides. ‘While this is generally true of a chloro-bromide emulsion, the result in the case of a bromo-iodide emulsion is quite extraordinary in that with increasing quantities of iodide up to about 6%, the light sensitivity increases considerably and then with further quantities falls off again.
All emulsions used for the manufacture of motion picture film are bromo-iodide emulsions, but the proportion of iodide used varies considerably, and increasing quantities of iodide not only increase the speed of the emulsion but usually lower the degree of contrast proportionally.
Broadly speaking the method employed in preparing an emulsion for sensitization of the usual types of motion picture film is to prepare a solution of gelatine of suitable characteristics and add to this the necessary quantity of a soluble halide, e.g., potassium bromide, together with a small quantity of potassium iodide of the order already mentioned. This mixture is raised to a pre-determined temperature, and agitated mechanically in a jacketed vessel so that the temperature can be satisfactorily maintained.
To this is added the necessary quantity of a solution of silver nitrate which has also been brought up to a pre-determined temperature this is allowed to flow into the gelatine halide mixture at a definite rate which again varies over a wide range, according to the result desired. During this period of time the silver bromo-iodide is precipitated in the gelatine mixture in most cases only a proportion of the total gelatine is present at this stage and a further quantity is added at the end of this precipitation after which the temperature is maintained at a moderately high figure for a certain period of time. This stage of the process is important because during this period of digestion the light sensitivity of the silver halide is being considerably increased chiefly as a result of crystal growth because, other things being equal, the light sensitivity is a function of the crystal size. When the necessary period of digestion is completed the emulsion is cooled rapidly and transferred to a storage container in which it is allowed to set. It is then broken up, usually by means of a shred ding machine, to facilitate the next stage of the process which is the washing of the emulsion, to remove more or less completely the by-products of the emulsification reaction which are water soluble.
In the case of the emulsions with which we are dealing, the quantities of soluble halide and silver nitrate which are allowed to react during emulsification are such that there is always a moderate excess of the soluble halide.
When substances combine they do so in definite proportions by weight and in the case of the combination of silver nitrate and potassium as a result of which silver bromide is precipitated, the proportions are 170 parts of the former to 119 parts of the latter. The excess of soluble halide used varies according to type so that in the set emulsion there is, in addition to insoluble silver bromide, a relatively small quantity of soluble halide and a relatively large quantity of the other product of this reaction which is also water soluble, namely potassium nitrate.
It is necessary to remove the bulk of these soluble salts by washing, because in the case of emulsions coated on impervious supports like cellulose nitrate these salts would crystallize when the sensitive emulsion was coated and dried, and furthermore, the speed of the emulsion is materially increased by their removal, particularly of the excess of soluble halide.
The emulsion shreds are now drained to free them, as far as possible, from excess water and the emulsion is then remelted and the final gelatine addition made. A further period of digestion is then usual.
This further digestion increases the light sensitivity of the emulsion, but in this case it is not brought about primarily by an increase in the size of crystal but rather by the modification of the characteristics of the sensitivity centres on the silver halide crystals, which are found largely as a result of the sensitizing substances which are present in the gelatine already referred to. With the addition of small quantities of physical hardening agents and other substances which ensure a satisfactory coating, the emulsion is at this stage ready for application to the film support.
This is a very brief outline of the emulsion making process in its simplest form, but a careful consideration of this procedure will reveal what an extra ordinarily large number of further controlling factors are here present.
So far reference has only been made to the chemical characteristics of the gelatine and the proportion of iodide used. We have in addition the following factors, all of which are of considerable importance. Firstly, the concentration reaction of the silver and halide solutions before admixture, since high concentrations make for relatively larger crystals giving more speed but greater tendency to grain and fog. Next the amount of excess soluble halide used—a larger excess making for more rapid growth of grain size during the first digestion before washing.
The temperature of the solutions before admixture will govern to a large extent the grain size and the corresponding speed and tendency to fog. The pH of the solutions before emulsification and during the digestion periods, the temperature and duration of the digestions both before and after washing, the time, temperature and degree of agitation of the washing process, the salt content and other characteristics of the wash water itself all affect in some respect or another the characteristics of the final emulsion.
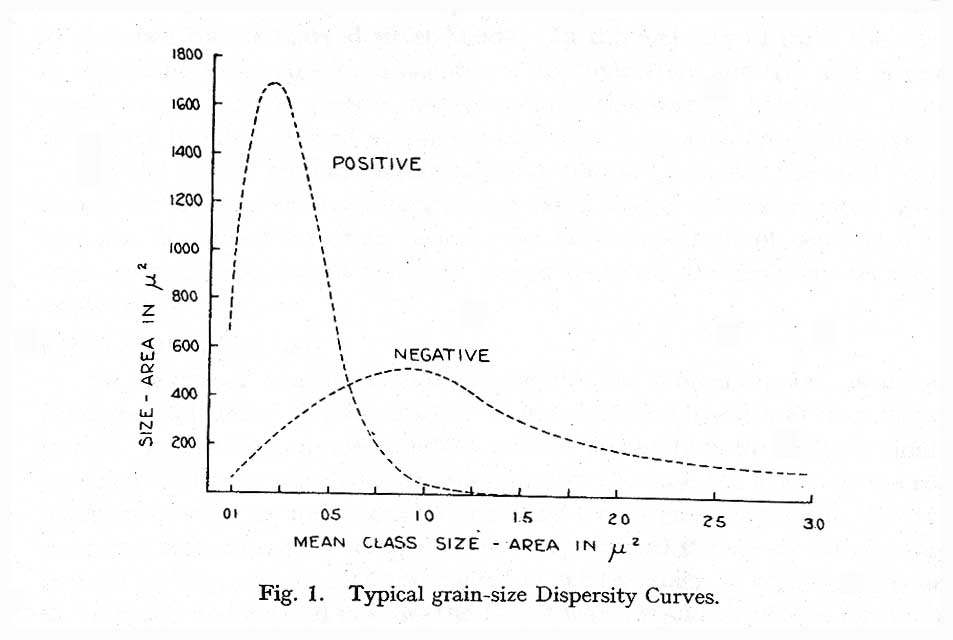
Fig. 1. Typical grain-size Dispersity Curves
It will be seen that the controlling factors are so numerous that the possibilities are almost infinite within certain limits. It will be easily understood that the real problems arise in producing sensitive emulsions having extreme characteristics in some respect or another, notably those having extremely high sensitivity to light without high fog, extremely fine grain with a reasonable degree of light sensitivity or extremely high contrast with a reasonable degree of sensitivity. It must also be appreciated that the primary characteristics of an emulsion, namely light sensitivity, gradation, grain size and fog are inter dependent and are in fact so closely tied together that it is difficult to modify one of these characteristics without interfering with all of the others.
It should be pointed out at this stage that in carrying out a reaction which results in the precipitation of a substance relatively insoluble in water the crystals so produced are not uniform in size. In fact, in some cases, there is a very wide range of grain size.
The story of grain size distribution can be shown diagrammatically by so-called grain size dispersity curves, which have a characteristic shape; as one would expect there are always present a relatively high proportion of crystals of average size falling away to a very small proportion of crystals of extreme size either large or small. A good deal can be learned from a study of these curves because of a well defined relationship between grain size dispersity and the photographic characteristics of an emulsion. For example, an emulsion with a very limited range of grain size is invariably one of a very high contrast and usually slow speed, whilst one of a very wide range of grain size has a very long flat scale of gradation and is usually of relatively high sensitivity.
Before leaving the preparation of emulsions, mention should be made of the fact that one of the problems which present some difficulty is satisfactory methods of filtration.
Solid particles in the emulsion other than the crystals of silver halide are apt to give various forms of defect in the finished product, and however small they may be in size, the degree of magnification to which motion picture film is subjected makes it essential that any foreign matter of this nature should be removed from the emulsion prior to coating. It is true that in some cases, such foreign matter does not actually affect the silver halide but in most cases such particles will cause, in their vicinity, either sensitization or desensitization or fogging of the silver halide, giving white or black spots. Since an emulsion is itself a suspension of crystals of silver halide in gelatine solution, there is obviously a practical limit to which such filtration can be carried, otherwise the larger crystals will themselves be removed by very fine filtration and this is obviously undesirable. The practice generally adopted is to filter, with extreme care, all of the solutions used for the emulsion making process including water used for washing and so on, so that when the manufacture of the emulsion is finally completed there is little possibility of there being any such foreign matter present. Even so, emulsion is always subjected to a final filtration as an additional safeguard.
One of the important phases of emulsion manufacture which has not so far been mentioned is that of dye sensitizing. Bromo-iodide emulsions made in the manner already described are in the main sensitive only to ultra-violet and blue light with a very limited sensitivity in the blue-green and are comparatively insensitive in the green and red. In the case of certain types of sensitive material and motion picture film, this lack of sensitivity to the longer wave lengths is not important, as for example in the case of positive film where positives are made from a monochrome negative and where the question of correct colour rendering does not arise.
In other cases, particularly in the case of motion picture negative film, the spectral sensitivity of the product is of paramount importance and it is necessary that the sensitive emulsion used in such cases should have considerable light sensitivity to all visible wavelengths. Unless this is the case it would obviously be impossible to get anything like correct colour rendering in monochrome. The standard method of imparting to such a sensitive emulsion additional sensitivity in the green and red is to add to the emulsion prior to coating, very small quantities of certain types of dye or combinations of several of such dyes in order to give the necessary spectral sensitivity. The quantities added are only of the order of one part of dye to 50,000 parts of emulsion by weight. The number of these substances having the necessary characteristics are in these days very numerous but still only quite a limited proportion of ordinary dyes are satisfactory for use for this particular purpose. In order that a dye may modify the spectral sensitivity of a photographic emulsion, its chemical and physical nature must be such that it is adsorbed to the surface of the silver bromo-iodide crystals.
When a dye sensitizes, therefore, it does so largely by virtue of the fact that it changes the physical condition of the surface of the silver halide grain, this resulting in effecting an absorption of light of wavelengths not normally so absorbed by the undyed silver halide. In the majority of cases the effect of sensitizing with more than one dye is approximately additive and in most panchromatic motion picture negative films the correct balance of colour sensitivity is only obtained by the use of two or more such sensitizing dyes.
In the case of motion picture negative film in particular the ideal colour sensitivity is rather involved, because the exact characteristics required in the film are dependent on other factors, the most important of which are the exact spectral emission of the light source used and the make-up technique employed.
EMULSION COATING.
In the case of standard motion picture film, the subbed support, as already indicated, is handled in rolls of 2,000 ft. in length and a width of from 20 -60 inches. In the case of sub-standard motion picture film, the width is similar but the length may vary considerably, since in this case the length of the rolls finally marketed are much shorter and vary for different purposes. In most cases the emulsion, after preparation, is kept in cold storage for convenience. It is taken from cold storage and melted in kettles similar in type to those used for emulsion making and in units the size of which is sufficient to cover one or two rolls of raw support. The melted emulsion is subjected to its final filtration and fed by gravity to the coating machine.
The support is drawn over a series of rollers and through the coating pan containing the sensitive emulsion, by means of a suction roll usually located directly above the coating pan. The latter is maintained at constant temperature and the level of the emulsion in the pan automatically controlled. As the sensitive film leaves the coating roller it passes into a chilling box fed with an ample supply of cold air.
The layer of emulsion is set hard before the film has its direction changed from vertical to horizontal this is obviously necessary because if the emulsion were not set at the time when the film assumes a horizontal position, movement would take place which would result in lack of uniformity of coating thickness.
The film passes in a horizontal position through the entire length of the chilling box on rollers and when it emerges it is fed on to a series of horizontal supports on which it is carried into the drying alleys in the form of loops or festoons.
The drying operation is an important one because the times, temperatures and humidities prevailing can have a material effect on the sensitometric characteristics of the emulsion. The air supply to the drying chambers is subjected to a very efficient filtering process is fully conditioned and brought to a desired temperature and moisture content. The time of drying varies considerably according to the nature of the product handled and depends to a very large extent on the temperatures and humidities that can be used, but still more on the thickness of the emulsion coating and the quantity of water which has to be evaporated there from. When the film is finally dried it has to be subjected to a period of conditioning, during which time the film is allowed to cool off and is held in an atmosphere such that it assumes the correct moisture content, before it is de-looped and wound up on a spooling machine.
There are many special precautions which have to be taken during these operations of coating and drying. One of the chief difficulties is to avoid the production of static electricity. Not only mechanical friction but even separation of layers or adverse conditions of change of temperature and humidity will produce on the surface of the film support a considerable charge of static electricity. This is extremely dangerous from the point of view of a sensitive product because if this charge builds up to any appreciable extent, it will at the first opportunity discharge, resulting in the production of an electric spark of such intensity that it will fog the sensitive film giving the tree-like static formations with which most people are familiar.
Under other circumstances all sorts of defects not so easily recognisable are produced and are due fundamentally to the same cause. To avoid such defects, all that is necessary is to de-electrify the film support as completely as possible before the emulsion is applied and thereafter avoid all form of mechanical friction and control the drying conditions so that the film is not at any stage heated to too high a temperature or subjected to too low a relative humidity. On the other hand it is just as dangerous to go too far in the other direction, because a film product which has not been sufficiently fully dried will not have the satisfactory keeping qualities and will be prone to develop peculiar markings when reeled up under tension as a result of moisture content of the emulsion layer being too high.
A brief account of this part of the process would not be by any means complete without mention of the extreme precautions which are taken in a modern sensitive film factory to eliminate completely all forms of dust and dirt from the coating and drying rooms. A complete and highly efficient air filtration plant is not sufficient to produce a dust-free product; the building itself must be constructed from suitable materials, the equipment must be such that there is no risk of wear and tear producing wood, fibre, or metal dust, and the employees who have to work in these rooms must be specially clothed and shod in order that a sensitive material may be produced free from dust and dirt.
After a roll of coated and dried film has been wound up on the reeling machine it is placed in a special light tight container and delivered to an air conditioned store room where it is held while the necessary tests are being carried out before delivery to the packing rooms where it is slit, perforated and packed.
SLITTING, PERFORATING AND PACKING.
I do not propose to spend a great deal of time on the slitting and perforating operations except to mention that various precautions have to be taken in the selection and the preparation of the packing materials to avoid adverse influence on the sensitive product during normal period of storage. The cylindrical cores are made of wood, metal or some special composition of great strength, as a can of film dropped will otherwise
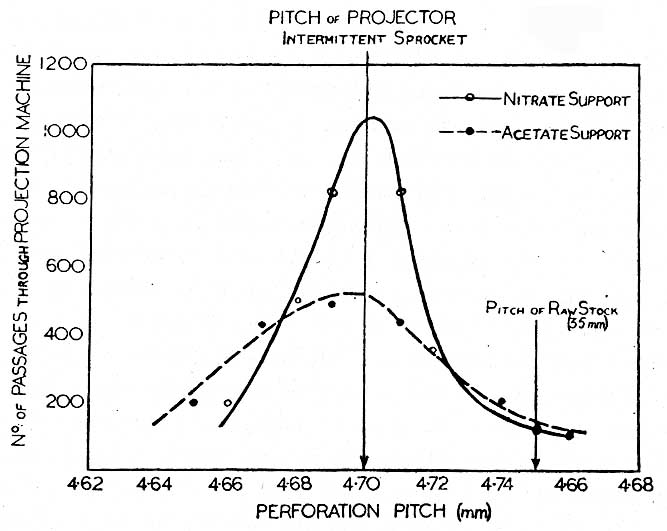
Fig. 2. Relation between perforation pitch and wear and tear of film support.
result in the crushing of the core. In the case of wooden cores, special treatment has to be applied to prevent subsequent action on the first few turns of sensitive film; metal cores have to be of non-corrosive metal and any composition core has to be suitably prepared so that it is also without action on the sensitive film which is in close contact with it. Wrapping materials must not only be of high grade and tested photographically, but must be satisfactorily conditioned so that their moisture content is reduced to the lowest possible level before use.
The whole of the operations in the slitting and packing department are carried out in conditioned atmosphere where the temperature and humidity are again carefully controlled in order that the roll of film when finally sealed in its metal container shall not only have the correct moisture content, but also the air which is sealed in that container and the level of moisture content in the packing materials all contribute towards satisfactory keeping of the product between the time that it is first packed and subsequently used.
It has been determined experimentally that the quality of the cut in perforating can seriously affect the performance of the film in resisting the attack of the intermittent sprocket. The production of small fractures at the edges due to blunt punches or ill—fitting dies, very soon leads to tearing, when the edge in question is attacked by the sprocket tooth.
The design of the present type of positive perforation has been developed with a view to prolonging the life of the material during projection. In this connection the corners of the perforations are not sharp as in the case of the present negative perforation. Should the sprocket tooth, by reason of poor guiding in the machine, or transverse shrinkage of the film, tend to run into the corners of the perforation, the film is less likely to tear in the case of the perforation having no sharp corners. It has been determined experimentally that the best wearing conditions for a given support on a given projector are obtained when the pitch of the film exactly coincides with the pitch of the sprocket teeth.
TESTING.
Although not strictly speaking a part of the manufacturing process, the exhaustive testing of sensitive materials is such an important and necessary part of the production of the satisfactory and uniform product that it cannot be altogether omitted from a review of this kind. There are certain unusual features about the supply of sensitive material for motion picture use. The first, and most obvious, is that since all of these products are subjected to very considerable magnification in use, the elimination of all mechanical or localized photographic defects is absolutely essential.
An equally important point is the maintenance of an extraordinary high degree of uniformity particularly of sensitometric characteristics. In the case of motion picture negative film, so much is at stake that the camera man must be able to rely on the uniformity of the product not only in respect of speed and gradation but also colour sensitivity, development characteristics and so on; in the case of motion picture positive films where reel after reel is run through printers and processing machines, variation would cause very considerable waste of time and material before it could even be discovered that the final result was other than normal. These remarks refer particularly to uniformity from roll to roll from one particular manufacturer to another and from one period of time to another.
In addition to this, all sorts of precautions must be taken to eliminate the slightest variation in characteristics throughout any individual roll of 35 mm. film. Small differences that can and do occur in a unit of most sensitive materials, which would never be detected and never cause any trouble at all in the case of a cut sheet film product or one used for spool film, can be detected with the greatest of ease in the case of motion picture film because the film is running through the projector very rapidly and the eye is extremely sensitive to very small changes in the overall density of the image.
Although it is a function of various manufacturing units to control the uniformity in all of these respects, the high standard normally required could not be maintained without the continual vigilance of an efficient testing department, which for motion picture film can be divided into three main sections.
The first carries out all the necessary sensitometric tests and determines in accurate numerical terms, the exact speed, gamma, and other sensitometric qualities of the film. One of the most important functions in this case is that the results obtained should be very accurately reproducible over a long period of time so that the manufacturer is immediately aware if there is any slight tendency to drift in one direction or another. This particular method of testing is of increasing importance because most of the users of motion picture film now rely on a similar type of testing to check their raw stock before they put it into use and the manufacturer can therefore duplicate almost exactly the conditions of the test first applied by the consumer.
The second phase of the testing concerns the examination of the parent rolls at every possible stage for mechanical or localized photographic defects. Such things as spots of various types, static, moisture, kinks, lack of uniformity in emulsion coating thickness and so on, are detected by taking strips of film across the parent roll and giving them a uniform light exposure and developing to a moderate density when all defects of the types mentioned are plainly seen. Although this procedure is carried out as a precautionary measure it is an indication of the perfection of manufacturing processes to-day that localized defects of this kind are so rarely found that it would be quite safe to send out motion picture film in more than 99% of the cases without any such examination.
This degree of perfection in manufacture has become increasingly important in recent years because the elimination of even one small mechanical defect means one or more joins in the 35 mm. film and although in past years this was relatively unimportant and joined film was accepted by the trade, there are good reasons to-day why joined film will not be accepted at all.
The third phase of the testing represents tests carried out on film taken from stock in 35 mm. width perforated after all manufacturing operations have been completed. In the case of such tests the film is handled exactly as the customer would handle it. Negative film is exposed in the camera, processed, and prints made therefrom which are projected. In the case of positive motion picture film, prints and flash tests are made, projected and examined, particularly for general cleanliness and freedom from dust, static or abrasion and all defects of a similar type which can be readily seen under conditions of projection. All of these tests are made on film immediately after manufacture but this represents only a small proportion of the total testing carried out.
Film is never sold immediately after manufacture. It is always allowed to mature for a certain period, primarily because its characteristics in many directions improve with increasing age but partly because it is essential that considerable stocks of sensitive material should be carried in order to meet fluctuating demand. It is therefore essential that further tests should be made after a period of time corresponding to that during which the film is normally held in stock, in order that a close check may be kept on the changes in sensitometric characteristics which take place in all sensitive materials as a result of ageing.
It is not an easy proposition to turn out various sensitive products which are absolutely uniform in characteristics at the time of manufacture but it is still more difficult to control sufficiently closely the manufacture such that after the lapse of one or more months with the changes that normally take place in speed, gradation and other characteristics to ensure that after this maturing period the product is equally uniform from one manufacturing unit to another. The burden of testing increases out of all proportion to the increasing standard which the user demands as time goes along and in the case of motion picture film we have one of the most critical markets for sensitive materials.
Before leaving the subject of testing, it is worthy of mention that the gulf which used to exist between the results given by sensitometric and practical tests has been very considerably reduced in recent years, and in the case of motion picture film the sensitometric tests carried out generally give a very good indication of the exact photographic qualities of the product as determined by their practical usage. This change comes about largely as a result of carrying out sensitometric testing along more practical lines and giving attention to intensity and spectral emission of the light source, elimination of intermittency errors, adhering to processing conditions used by the customer and so on. As everyone knows, the chief difficulty still remaining is the satisfactory interpretation of results obtained by these means. The fact remains that sensitometric testing as a means of control of manufacture has become increasingly useful during the past few years.
As a conclusion to this lecture I think it might be interesting to review in brief way the photographic characteristics of the standard types of picture film at present in use.
MOTION PICTURE NEGATIVE FILM.
In this case, the item of primary importance perhaps is the question of speed, since to a very large extent the practical speed of a product used governs the quantity of light which has to be expended on a set and any reduction in the quantity of light needed means quite an appreciable reduction in both direct and indirect cost. As in all other cases, however, no one characteristic of the material can be considered by itself and the limiting factor in this case is the maximum amount of graininess which can be tolerated in the negative. In spite of the fact that motion picture positive film is subjected to considerable enlargement it is interesting to note that the fastest motion picture negative films in use at the present time are at least as fast as any other negative material. With this comparatively high speed we have naturally a rather soft or long scale of gradation and this in itself is quite advantageous in that it takes an appreciable time to reach the gamma required in the negative which means that a higher practical speed is reached than would otherwise be the case.
At the present time, nearly all motion picture negative films are fully and efficiently panchromatized and, as already pointed out, it is rather a question of the panchromatisation fitting exactly the present operating conditions, than the question of producing a panchromatic film which may be looked upon as having ideal colour sensitivity from a purely theoretical standpoint. It is desirable that negative film should have some type of anti-halation coating applied.
There is a well recognised set of standards for positive film, which has comparatively low speed not far removed from that of a fast bromide paper with a fairly steep scale of gradation or gamma. The grain is very fine and it is not usual to incorporate an anti-halation layer.
As far as sound recording stock is concerned it cannot yet be said that the stage has been reached where the development and methods of recording are such that the trade have standardized on a limited number of types of such film. It is to be expected that different methods of Sound Recording demand photographic differences in the films used. The present types of film cover a rather wide range of speed, and in general, can be classified into fine grain sound recording films of comparatively low speed and high speed sound recording films which have a speed as high as is consistent with the density and gamma required and fog that can be tolerated. Between these two extremes is a group of films which may be designated of normal type and which merely represent a compromise in terms of speed and other characteristics.
There has also been some demand for a sound film in which the emulsion is heavily yellow dyed in order to obtain a superficial image similar to that obtained by means of ultra-violet recording. It is likely that within the space of a few years a position will be reached where sound recording equipment will be such that the requirements may be met by no more than two types of sound film but at the moment all of the films already mentioned have been necessary for one type of equipment or another.
Duplicating negative film is a slow type indeed and from point of view of speed hardly in the negative class, possessing a fine grain and usually heavily dyed to prevent irradiation, with sensitometric characteristics similar to ordinary motion picture positive film which is however not dyed.
DISCUSSION
Mr. New: Can Mr. Amor give us an idea of the colour temperature of the light sources at which panchromatic films are tested? There is a wide divergence in the colour temperatures of modern projectors and lamps, which vary from about 3500° to 4300° Kelvin.
The Author: We are testing for speed definitions at a somewhat lower colour temperature than the figure you mention.
Mr. Daniels: Is all your sensitising obtained by a single coating only?
The Author: No, negative products have two sensitised coatings.
Mr. Daniels: Are they applied in the same operation?
The Author: They are usually applied separately, because the heat which is required for putting on the second coating tends to melt the first coating.
Mr. Rowson: Mr. Amor drew a distinction between acetate and nitrate films, and I recall that two or three years ago, a Committee on the Preservation of films came to the conclusion that acetate should be used for preservation. It was not very many years ago that acetate film could not be used for storage, it was too brittle. What has brought about this change in character?
The Author: Certain types of plasticisers have been found which are very much more efficient and more suitable for supports than those known at that time. In recent years there has been an enormous amount of time and energy spent on the development of the physical characteristics of acetate support.
Dr. Bohm: Why is acetate more expensive?
The Author: The process is rather lengthier, and certain of the raw materials more expensive.
A Member: Can you give us the drop in speed of a modern panchromatic after keeping for six months and twelve months?
The Author: After six months, 15 to 20 per cent: after twelve months, not more than 20 per cent The rate of retrogression is highest in the initial stages, and at a period of 9 to 12 months—or perhaps 18—it becomes pretty stable. In the case of some of the slower films, the change is materially finished at the end of about 5 to 6 weeks.
Capt. Barker: Mr. Amor said the emulsion on the celluloid base is as fast as on any other base. Do I understand that correctly?
The Author: I meant to imply that if you take the fastest type of pan. motion picture negative, it has a speed as high as that of any other product.
Capt. Barker: As high as on glass, for instance?
The Author: Yes, or any other kind of material.
Mr A E Amor was educated at Harrow School and worked for Kodak Ltd. He was Factory Manager of the Kodak Harrow plant in the 1960s and later became Chairman of Kodak Ltd.