Tinting and Toning
of
Eastman Positive
Motion Picture
Film
PRICE £2.50
Fourth Edition-Revised
Research Laboratory
Eastman Kodak Company
Rochester N.Y.
1927
PREFACE
This is the fourth edition of this book, each of which has been revised to bring the recommended practices thoroughly up to date. No fundamental changes in the text have been found necessary since the publication of the third edition.
Although Eastman Positive Film is supplied in tinted base, in nine different tints, instructions for tinting colorless or colored bases are given in this book, in case special tints are desired which are not available in the tinted base.
Nine tints on acetate or Safety Film stock may now be obtained. These include red, pink, orange, amber, light amber, yellow, green, blue, and lavender.
Reference has been made in several places to communications from our Research Laboratories, dealing with special photographic topics. Reprints of these may be obtained free of charge, on application to the Motion Picture Film Sales Department, Eastman Kodak Company, Rochester, N. Y.
EASTMAN KODAK COMPANY,
July, 1927. Rochester, N. Y.
INDEX
Mordanting Bath for Dye Toning
Tinted Base Film (Nitrate and Acetate)
Tinting and Toning of Eastman
Positive Motion Picture
Film
In the production of motion picture film it is common to vary the color of the film either by toning or tinting or by a combination of the two processes.
Tinting, as usually understood, consists in immersing the film in a solution of dye which colors the gelatin, causing the whole picture to have a uniform veil of color on the screen, though there are other ways of producing the same effect as follows:
1. By the use of color screens at some point in the path of the beam of light in the projector. The color screens may consist of sheets of colored glass or of dyed gelatin similar to the usual photographic filters, conveniently mounted in a circular rotating holder placed in front of the projector lens. This method is very satisfactory if a long run of film is to receive the same tint though if the tint has to be changed between scenes some mechanically operated arrangement is necessary.
Interesting effects may be secured by using a compound filter composed of two or more sections placed at a suitable distance in front of the lens so that one color will diffuse into the other on the screen.
2. By coloring the film base. This is the ideal method of securing the necessary tinted effect and Eastman Positive Film with tinted base is now available in a number of colors on both nitrate and acetate stock.
Toning consists in either wholly or partially replacing the silver image of the positive film by some colored compound, so that the clear portions or highlights of the image, which consist of plain gelatin remain unaffected and colorless.
Toning effects may also be secured by floodlighting the screen from the sides by using suitable color filters in conjunction with the floodlights.
Part I
EASTMAN TINTED BASE POSITIVE FILM
ON NITRATE AND ACETATE STOCK
Positive film tinted base is exactly the same as the regular positive film as regards photographic qualities, but the film base is impregnated with dye which will not wash out during the process of developing and fixing. It is necessary simply to print on film whose base is of the desired color and expose, develop, and fix this in the ordinary way when the final film will be tinted, just as if it had been colored by placing in a solution of a dye.
Nine different nitrate colored bases are available, in addition to the colorless stock: namely; red, pink, orange, amber, light amber, yellow, green, blue, and lavender. (See Samples 1 to 9).
On acetate or Safety Film stock, nine colors are supplied: red, pink, orange, amber, light amber, yellow, green, blue, and lavender. These tints are slightly lighter than the corresponding tints on nitrate base. (See Samples 10 to 18).
The use of tinted base has many advantages over tinting the gelatin coating with water soluble dyes as follows:
1. Each tinted base is standardized, both as regards color and depth of tint by means of instruments and apparatus specially designed in our Research Laboratory, so that a high degree of uniformity in the tinted base is obtained. When tinting with dyes it is a difficult matter to maintain the depth of tint constant on a number of reels, while different batches of dye of the same name often vary in color.
2. One of the greatest difficulties when tinting with dye solutions is the streakiness and unevenness caused by bleeding of the dye and more rapid dyeing of the film where it passes over the ends of the racks when the tank method of tinting is employed. If the dye bleeds during the period of rinsing after dyeing and the placing of the film on the drying racks, any drops of water on the surface of the film become more or less saturated with dye, and these, after drying, remain as spots and irregular markings on the film which are very apparent on the screen. The method of manufacture of film with tinted base eliminates streakiness and produces uniformity in coloring.
3. Tests have shown that film with tinted base does not tend to become brittle like film treated with certain dye solutions. Brittleness of the film is often a result of the use of unsuitable dyes in combination with an excess of acid which is sometimes added to revive an exhausted bath. (See pages 11 and 12).
If, however, the special dyes recommended for the purpose (See Part II.) are used without the addition of unnecessary acid the danger of brittleness is eliminated.
4. The saving of extra labor and space, which is required when tinting with dyes, will be appreciated especially by the small laboratories.
It would be impossible for us to supply film with tinted base in a sufficient variety of colors to suit every individual requirement. In case colors other than the standard tints are required, these may be secured by tinting with dye solutions as described in Part II.
PART II
When tinting with dye solutions the dye colors the gelatin layer whereas in the case of film with tinted base the film base is colored and not the gelatin coating.
Success in tinting depends on the correct choice of dyes and correct methods of their application.
Choice of Dyes
Dyes are of two kinds, acid and basic, depending on their chemical composition, acid dyes being alkali salts of organic acids, while basic dyes are the chlorides, sulphates, etc. of organic bases. Tests for distinguishing acid and basic dyes are as follows:
(a) When a solution of an acid dye is mixed with a solution of a basic dye both are mutually precipitated and come out of the solution, and this property is made use of in testing whether a dye is acid or basic. It is simply necessary to add a solution of a known basic dye; for example, methyl violet to the unknown dye solution, and observe if the solution remains clear (indicating a basic dye) or be comes turbid (thus indicating an acid dye).
(b) Another method consists in immersing the edge of a piece of blotting or filter paper in the dye solution. In the case of a basic dye, as the color runs up the paper, A colorless band precedes the band of color as if the paper were filtering the water from the dye, while with an acid dye no such line of demarcation is noticed.
(c) Another interesting property of basic dyes is that an acid solution does not usually dye gelatin as rapidly as a neutral solution, while with most acid dyes the rate of dyeing is increased considerably when acid is added
None of the above tests is absolutely conclusive, though in the absence of the more refined chemical tests if all three confirm each other they may be considered as conclusive.
In view of the opposite nature of acid and. basic dyes, it is obvious that if several dyes are to be mixed one with another to produce intermediate tints they must all be of the same class. Since the number of acid dyes of suitable color is far in excess of the number of basic dyes, thus giving greater selection, and since acid dyes are usually more stable to light, they are the most suitable for tinting.
Acid dyes suitable for tinting should possess the following properties:
1. The dye should not "bleed" to any considerable extent when the film is washed; in other words, the rate of removal of the dye should be slow and only a slight amount should wash out in a period of, say five minutes.
In tinting, bleeding is of great importance, since during the period between rinsing after dyeing and the placing of the film on the drying racks, any drops of water on the surface of the film become more or less saturated with dye, and these, after drying, remain as spots and irregular markings which are very apparent on the screen. Bleeding is of less importance when tinting with processing machines.
It is possible in some cases to modify this bleeding by an acid "stop bath" or by adding acid to the dye-bath, though it may be considered a general rule that the bleeding of a dye is a property particular to itself. In selecting dyes it is therefore necessary to choose only those whose propensity for bleeding is a minimum.
2. The dye should not be precipitated by alum, calcium (lime) magnesium, or iron salts. A large number of dyes are readily precipitated by these salts, the result being that if the water supply contains a slight amount of, say alum or calcium salts, or if the film is for any reason not thoroughly washed after leaving the alum hardening fixing bath, the dye precipitates in the tank as a sludge and produces a spotted effect on the film. Hard water, which may contain carbonates, bicarbonates or sulphates of calcium and magnesium is therefore liable to give trouble with unsuitable dyes. The use of distilled water for mixing the dye solutions will partly eliminate the trouble, though a supply of distilled water is available in very few film laboratories.
In many localities the water supply is treated with compounds containing alum and iron salts to precipitate vegetable colloidal matter in suspension, though after settling, the water still contains alum in solution, and also any previously dissolved salts, which cause the trouble.
The dyes recommended below are not readily precipitated by alum, calcium, magnesium or iron salts and a large number of dyes while otherwise suitable for tinting film have been rejected because they failed to stand this test.
3. The dye should not be "dichroic" or change color (hue) on dilution, otherwise it is difficult to repeat results and match any given tint. The dye should also be fast to light even under the heat of the projector, otherwise local fading will result in patchiness on the screen.
4. The dye solution should not froth readily, otherwise foam accumulates on the surface of the tank, especially when the drum system of tinting is employed, and clings to the film even after rinsing.
5. The dye should not be affected by the acid fixing bath since any fixing solution accidentally splashed thereon, and which may accumulate in the dye bath as a result of in complete washing, will destroy the dye immediately. Great importance has not been attached to this test since hypo should never reach the tinted film. It has been impossible to collect a complete set of dyes which will pass this test, though in choosing between two otherwise satisfactory dyes the one affected by hypo has been rejected.
6. The dye should be inert and not attack the gelatin coating of the film even after incubating for 24 hours at 212ºF. This is of fundamental importance otherwise the film becomes brittle and its wearing qualities are impaired.
Complaint is sometimes made that film is lacking in strength. Short projection life, however, is rarely due to faulty manufacture. Projecting conditions have changed. Whereas formerly 20 to 30 amps was considered sufficient for projection, many theaters are equipped with high intensity arcs using over 100 amps. In the interval between successive showings the film has not time to cool, the result is a intermittent baking of the film which removes moisture. Mirror arcs also are commonly employed and although they use only 20 to 30 amperes, considerable heat is given off which has the effect of baking the film. If the film is to retain its flexibility it must contain a certain quantity of moisture, otherwise it tends to become brittle. Other causes of brittleness may be tabulated as follows:
1. The corrosive action of the dye itself. Some dyes, when employed at a concentration of 1% attack gelatin readily at 70° F. (20ºC.) and vigorously at 80°F. (27ºC.), especially in the presence of small amounts of acid, producing a marked softening and often partial dissolution of the film. The effect is roughly proportional to the concentration of the dye and to the temperature, and varies with each individual dye.
Experience has shown that the gelatin coating of film which has been softened in this way by the dye becomes brittle on subsequent projection. The effect is due partly to the particular chemical constitution of the dye itself and also to the impurities mixed with the dye. Commercial dyes are prepared by "salting out" the dye by adding common salt, sodium sulphate and other chemicals to the dye solution, so that unless the dye is subsequently purified it contains sodium chloride or sodium sulphate with more or less iron which has a tendency to harden the film.
2. The hydrolyzing action of acid which in many cases is added to assist dyeing. The addition of acid to a solution of an acid dye usually has the effect of increasing the rate of dyeing, while in the case of a basic dye the rate of dyeing is diminished. With acid dyes, acid also tends to fix the dye in the gelatin and therefore diminish the rate of bleeding. In such a case only a volatile acid such as acetic acid should be used, since this will mostly evaporate on drying. If a solid acid such as citric or tartaric is used this remains in the film on drying and under the influence of the heat of the projector, especially in damp weather, the acid soon begins to decompose the gelatin film.
The effect of acid on gelatin is readily seen by adding a few pieces of gelatin to a strong solution of acetic acid. The gelatin soon dissolves, forming a liquid glue which when dry is much more brittle than gelatin.
Acid in any form is therefore undesirable as far as the wearing qualities of film are concerned, but if it is used the concentration should not exceed 0.05% or 1 part of glacial acetic acid to two thousand (3 oz. per 50 gal.), otherwise softening of the gelatin is liable to occur, especially if the temperature of the dye-bath exceeds 70 ºF. (21ºC.).
It is a common practice in many film laboratories, when the dye bath works slowly to add a further quantity of acetic acid to increase the rate of dyeing. This is done repeatedly until the dye-bath contains practically no dye at all and a strong odour of acetic acid is present in the drying room. Such maltreatment of film should be avoided as it is responsible for most of the complaints of brittleness. The cost of the dye is insignificant as compared with the value of the film treated, so that a dye-bath of sufficient strength should be made in the first place and a strong solution of the dye added as required in order to revive the bath. Fifty gallons of dye bath at a concentration of 0.2% will usually tint about 20,000 feet of film.
The equipment necessary for systematic tinting is essentially the same as that required for development, consisting of the usual tanks and racks or small drums or the usual processing machines. It is advisable, however, that the racks and tanks employed should be used for this purpose exclusively and, if possible, occupy a separate room to exclude any chance of dye particles settling on wet film or dropping in the developer, fixing, or rinsing tanks. When weighing out quantities of dyes, care should be taken that they are not sifted or blown into the air of the room. The mixing room should be located, therefore, as far as possible from rooms containing wet film, such as the drying room, to obviate any loss of valuable film by contamination.
The “drum” system, however, is not to be recommended for tinting and toning operations, on account of the ex pense involved in apparatus and the larger space required for manipulation, though for operation on a small scale, a small wooden drum revolving in a shallow wooden tank is most efficient and economical.
When the tank and rack system is employed, the tanks should have an outlet at the bottom in the form of a hard- rubber stopcock or a plain wooden plug. The racks or drums may be of wood. The racks should not be inter changed but kept separate, either for tinting or toning to prevent contamination of one bath with racks previously employed in another. This also applies to the small drum system. For instance, a pink tint would be ruined by using a rack which had previously been immersed in a deep blue dye bath, unless that particular rack had been washed thoroughly. In order to prevent the retention of tinting and toning solutions by wooden racks it is necessary to waterproof them.
Waterproofing wooden racks may be accomplished satisfactorily either by impregnating the wood with paraffin wax or by treating it with a nitrocellulose lacquer. Painting, varnishing, or treatment with a solution of wax in a suitable solvent is ineffective. Varnish or paint chips off, while treatment with a wax solution leaves an excess of paraffin on the surface of the slats which is liable to be scraped off by the film and adhere to the emulsion.
Paraffining is accomplished by first thoroughly soaking the racks in water and then immersing in a very hot paraffin wax. Soaking serves to swell the wood, and in the hot paraffin bath the water in the pores is replaced by paraffin. The racks should be wiped thoroughly with a cloth on re moving from the paraffin bath to remove the excess wax. This process has the disadvantage that the paraffined racks are quite heavy.
The alternative method of waterproofing consists in dipping the thoroughly dried out racks in a nitrocellulose lacquer such as Eastman Silver Dip Lacquer. After dipping the racks should be allowed to dry and the dipping process repeated five or six times to get a reasonably thick coating. Racks should be examined at regular intervals while in use and redipped whenever necessary.
For fuller details regarding materials suitable for constructing photographic apparatus see communication No. 176 from the Kodak Research Laboratories (E. K. Co.), “The Resistivity of Various Materials Towards Photographic Solutions.” Equipment suitable for tinting motion picture film is described in communication No. 187 from the Kodak Research Laboratories, “The Development of Motion Picture Film by the Rack and Reel Systems.”
Although it is possible to match any tint by suitable admixture of one or more of three colors, magenta, yellow and blue green, when mixing colors in this way the mixing must be done with great precision since a slight variation in the quantity of any one of the ingredients produces a marked effect, so that it is simpler to include intermediate colors, such as orange, green, etc., as standard tints.
Nine standard tints have been chosen; namely, red, scarlet, orange red, orange, yellow, light green, green, blue and violet. The problem of matching tints with these standards is then a simple matter.
In selecting any particular dye, account has been taken of the purity of its color. Some dyes have a muddy appearance as if a certain amount of black dye had been mixed with it. This has the effect of diminishing the screen brightness, so that in order to maintain constant screen intensity more current must be used in the projector. The purity of color of the dyes selected below is sufficient for all practical purposes.
The following American-made dyes which fulfill the above conditions as nearly as possible are recommended for film tinting:
|
Tint |
Name Of Dye |
Manufacturer |
|
Cine Red |
Amaranth 40F |
National Aniline Chem. Co., New York. |
|
|
Azo Rubine |
White Tar Aniline Corp.56 Vesey St., New York |
|
Cine Scarlet |
Crocein Scarlet MOO |
National Aniline & Chem. Co., New York. |
|
|
Scarlet G. R |
Levinstein, 74 India St., Boston, Mass. |
|
Cine Orange Red |
Lake Scarlet R. |
National Aniline &Chem. Co., New York. |
|
Cine Orange |
Wool Orange GG |
National Aniline & Chem. Co., New York. |
|
Cine Yellow |
Wool Yellow Extra Conc |
National Aniline & Chem. Co., New York |
|
|
Quinolin Yellow |
National Aniline Chem. Co., New York. |
|
Cine Light Green |
Naphthol Green B Conc |
White Tar Aniline Corp., 56 Vesey St., New York. |
|
Cine Green |
Acid Green L |
National Aniline &Chem. Co., New York |
|
|
Fast Acid Green B |
National Aniline &Chem. Co., New York |
|
Cine Blue |
Direct Blue 5B |
National Aniline &Chem. Co., New York |
|
|
Niagara Sky Blue |
National Aniline &Chem. Co., New York |
|
Cine Violet |
Fast Wool Violet B |
National Aniline &Chem. Co., New York |
|
|
National Violet 2RD |
National Aniline &Chem. Co., New York |
The Eastman Kodak Company is anxious to recommend satisfactory tinting dyes, so that if manufacturers will submit samples of new dyes to the Research Laboratory, Eastman Kodak Company, Rochester, New York, they will be carefully tested with a view to recommending those suitable for film tinting.
In cases where alternative dyes have been recommended, they may differ slightly in regard to color, rate of bleeding etc., and are, therefore, not strictly interchangeable. This is a result of different methods of manufacture. On the screen, however, any difference in color between film dyed with alternatives dyes is practically imperceptible.
The strength of dyes may vary slightly from batch to batch, the same dyes made by different makers differing particularly in this respect, A certain percentage of salt or sodium sulphate is present in most commercial dyes, so that when comparing prices the quantity of impurity present should be taken into consideration.
The following formulae for tinting are suggested.
The strength of the dye bath and time of tinting should be adjusted to meet individual requirements.
FORMULAS FOR TINTING AT 65ºF. (18ºC.)
|
Tint No. |
Dye |
Avoirdupois |
Metric |
Time of Tinting |
|
1. |
Cine Red |
33 ounces |
1000 grams |
3 minutes |
|
|
Water |
50 gallons |
200 liters |
|
|
2. |
Cine Red |
13 ounces |
400 grams |
3 minutes |
|
|
Water |
50 gallons |
200 liters |
|
|
3. |
Cine Scarlet |
13 ounces |
400 grams |
3 minutes |
|
|
Water |
50 gallons |
200 liters |
|
|
4. |
Cine Orange Red |
13 ounces |
400 grams |
3 minutes |
|
|
Water |
50 gallons |
200 liters |
|
|
5. |
Cine Orange |
6½ ounces |
200 grams |
3 minutes |
|
|
Cine Scarlet |
145 grains |
10 grams |
|
|
|
Acetic Acid (glacial) |
3¼ ounces |
100cc |
|
|
|
Water |
50 gallons |
200 liters |
|
|
6. |
Cine Orange |
6½ ounces |
200 grams |
1 minute |
|
|
Acetic Acid (glacial) |
3¼ ounces |
100 cc |
|
|
|
Water |
50 gallons |
200 liters |
|
|
7. |
Cine Yellow |
13 ounces |
400 grams |
1 minute |
|
|
Acetic Acid (glacial) |
3¼ ounces |
100 cc |
|
|
|
Water |
50 gallons |
200 liters |
|
|
8. |
Cine Light Green |
26 ounces |
800 grams |
3 minutes |
|
|
Water |
50 gallons |
200 liters |
|
|
9. |
Cine Green |
26 ounces |
800 grams |
3 minutes |
|
|
Water |
50 gallons |
200 liters |
|
|
10. |
Cine Blue |
13 ounces |
400 grams |
3 minutes |
|
|
Water |
50 gallons |
200 liters |
|
|
11. |
Cine Blue |
13 ounces |
400 grams |
1 Minute |
|
|
Water |
50 gallons |
200 liters |
|
|
12. |
Cine Violet |
13 ounces |
400 grams |
3 Minutes |
|
|
Water |
50 gallons |
200 liters |
|
Method of Preparing the Dye Solutions
Dyes should be mixed in glazed earthenware or enameled iron pails or crocks using warm water when necessary. A separate wooden paddle should be used for mixing each dye and washed thoroughly after using.
Dissolve the solid dyes in as small a volume of hot water as possible, and filter through fine muslin. Pour hot water over any residue remaining so that all the dye will be dissolved, and dilute the solution in the tank to the required volume at 65° F. (18° C.).
Depth of Tint
The depth of the tint depends on the following factors:
1. Nature and Strength of the Dye Bath
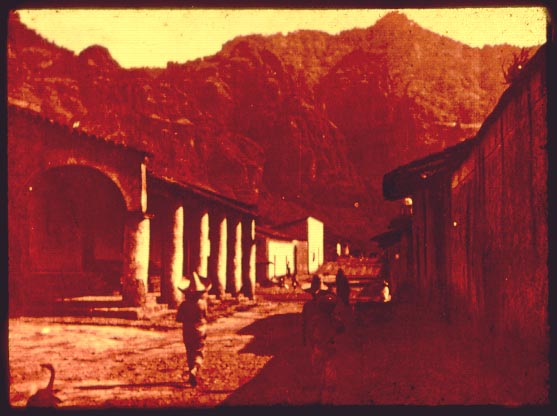
Except in special cases such as fire scenes, sunset and moonlight effects, it is very undesirable to employ strong tints since apart from the displeasing effect and irritation to the eye, the dyes produce a slight softening of the gelatin film when used at 80 F.(27ºC.) in a 1% solution.
When delicate tints are employed, the effect is both to remove the contrasty black and white effect, and to add a touch of warmth to the black deposit of silver, even in cases where the highlights are insufficiently stained to be notice able. The result in many cases is equal to that obtained by partial toning.
2. Temperature of the Dye Bath
Although temperature has little effect on the rate of dyeing with the dyes recommended, when used without the addition of acid, it is advisable in all cases to work at 65° to 70° F. (18º -21º C.) to produce uniform results and remove any danger of softening the film.
3. Time of Dyeing
In order to duplicate any particular tint with given dye bath the film may be dyed either by time or by inspection. Dyeing by time is reliable if the dye bath does not contain acid, though if acid is present, in time the acidity decreases, slowing down the rate of dyeing, so that it be comes necessary to judge the progress of dyeing by inspection.
If two or more tints of the same color are required, it as better to vary the time of dyeing rather than to vary the dilution of the bath, as a means of reducing the number of individual dye baths to a minimum, providing the time of dyeing for the lighter tint is not less than one minute. This time is considered a minimum for the production of uniform results and for complete control of the dyeing operations.
The time of dyeing also depends somewhat on the previous handling of the film. Film fixed in a bath containing potassium or chrome alum, dyes more quickly than that treated with plain hypo and hardened with formalin.
Should the film for any reason be over-dyed, some of the dye may be removed by washing for 10 to 15 minutes, though the fastness of the dyes to bleeding will permit only slight mistakes to be rectified in this manner.
Life of the Dye Bath
This averages about 40,000 feet of film per 50 gallons of dye bath. As the rate of dyeing slows down the bath should be revived by adding a concentrated solution of the dye and not by adding acid. When the bath becomes muddy, especially in warm weather it should be renewed.
Method of Procedure
Either the "drum" or "rack" method may be employed, the rack being agitated slightly to insure even dyeing and prevent accumulation of air bubbles, after which the film should be given a thorough rinsing in plain water.
When tinting on processing machines, the strength of the dye bath should be adjusted according to the speed of the machine.
Before drying films on racks it is advisable to set the rack at a slight angle for a few minutes, to enable the surplus water to drain off more readily through the perforations. If drums are used for drying it is advisable to remove the surplus water by whirling the drum previous to drying.
If uniform results are to be obtained, film should never be passed through the projector before tinting or toning.
How to Obtain Intermediate Tints
Sample tints may be readily obtained by making a trial with a small quantity of solution on a short length of film, taking care to match the tint in artificial light and not by daylight.
When matching colors, the tint should be considered as being made up of one or more of the colors, red, yellow, and blue. Colors such as orange are made by mixing yellow and red, violet by mixing red and blue, and green by mixing yellow and blue. Browns are obtained by mixing all three colors, red, yellow, and blue.
In case only a few tanks are available for tinting it is possible to obtain intermediate tints by placing the film in successive dye baths. For example, if an orange tint is desired first immerse the film in the red dye bath and then in the yellow bath. It is not possible, however, to reproduce tints by this method with precision.
An alternative method is to choose a tinted base whose color most nearly approaches the desired color and modify this by immersion in a suitable dye bath.
Local and Multiple Tinting
Very pleasing effects may be secured by locally tinting a portion of the film picture; This can be done either by coloring each picture separately by hand or by cutting a stencil and applying the dye through the stencil by application rollers or by spraying, or a resist such as a transparent varnish may be applied either by hand or by stencil to those portions which are not to receive dye and the film immersed in the dye solution in the usual way. Multiple tinting is executed in the same way.
Light Transmission
The amount of light cut off from the screen as a result of tinting depends upon the nature of the particular dye, the concentration of dye in the film, and on the purity of color of the dye. An interesting series of measurements recently made in the Research Laboratory of the Eastman Kodak Company show that the screen brightness is diminished by from 25% to 95% as a result of tinting. Excepting in special cases, therefore, it is very desirable to keep the tints as light as possible, or at least no deeper than is required to produce the necessary color sensation.
Streaks and Uneven Coloring.
These may be caused by:
(a) Grease on the film. Film should never be projected before being tinted.
(b) Excessive bleeding of the dye, allowing the film to stand too long after rinsing and before placing on the drying rack, or insufficient squeegeeing of the film before drying.
(c) Too low a humidity in the drying room. If the air in the drying room is too dry, while the film stands on the rack previous to placing on the drying reel, the edges of the film commence to dry while the center is still moist with water charged with dye which has bled from the film. Even after squeegeeing under such conditions drying marks will be produced and are apparent on the screen as streaks. The remedy is to keep the relative humidity of the drying room around 60% to 70% and to squeegee the film either by means of a blast of air or remove the excess moisture with absorbent cotton as quickly as possible. All drying rooms should be equipped with a recording hygrometer placed in close proximity to the drying reels.
Precipitation of the Dye
After being in use the dye bath sometimes turns milky or muddy as a result of the precipitation of the dye. This precipitation may be a result of
1. The presence of salts of aluminum, calcium, and magnesium, or iron in the water supply as described on page 10.
There is no way of overcoming this difficulty except by using distilled water to prepare the dye solutions or by using a dye which is not readily precipitated by the above salts. Even if distilled water is used the dye will tend to be precipitated by the wash water carried over to the bath by the film. The dyes recommended on page 15 have a minimum tendency to precipitate with the above salts.
2. Insufficient washing of the film before tinting. Most fixing baths contain alum, so that if the film or racks are not washed thoroughly, more or less alum is transferred to the dye bath where it accumulates and in time causes precipitation of the dye.
Frothing is a property peculiar to the dye and is especially objectionable when the reel system of tinting is employed. The remedy is to use a dye whose propensity to froth is a minimum.
Repellency Marks. These consist of patches where the dye has refused to dye the film. This is a result of an over-worked fixing bath. When an acid fixing bath becomes alkaline as a result of neutralization of the acid by the developer carried over to it by the film, a sludge of aluminium sulphite forms and this deposits on the film and hardens it locally. On subsequent immersion of the film in the dye bath, the dye is not absorbed by the locally hardened portions, thus producing the effect described.
This trouble may be overcome by thoroughly rinsing the film in water after developing and before fixing, by agitating the film when it is first immersed in the fixing bath, and by reviving the acidity of the bath at intervals. See communication No. 187 from the Kodak Research Lab oratories, “The Development of Motion Picture Film by the Rack and Reel Systems.”
White Spots are a result of air bells on the film during tinting. For methods of preventing airbells see communication No. 250 from the Kodak Research Laboratories, “Rack Marks and Airbells on Motion Picture Film.”
Excessive Dyeing of the Film around the Perforations is a result of the presence of too much acid in the dye bath.
PART III.
TONING
As distinct from tinting; a toned image consists of a colored image embedded within a layer of colorless g tine, so that while the highlights are clear, the shadows are colored.
The coloring matter may consist of an inorganic colored compound or a dye, or of a mixture of both, and by wholly or partially replacing the black and white silver image by one or more of these substances, the toned image is produced.
It is, of course, important that the colored compound should be as transparent as possible so that the full tone will he apparent on projection. In this respect, while some samples of toned film appear colored in the hand, they produce a substantially black and white image on projection, so that when judging any particular tone, it is, absolutely necessary to view the image on the screen.
Metal Tones
Of the various colored inorganic compounds, uranyl (uranium) ferrocyanide (brown), iron ferrocyanide (blue), and silver sulphide are most suitable for toning purposes.
Silver sulphide when in a finely divided condition appears brown by transmitted light and a black silver image on film may be toned brown by first bleaching in a mixture of potassium ferricyanide and potassium bromide, thus converting the silver to silver ferrocyanide, washing, and then immersing in a solution of sodium sulphide which converts the silver ferrocyanide to silver sulphide. If a normal black and white positive is toned in this way the image will, however, appear black or blue black on the screen because the brown color of silver sulphide is only apparent when the image layer is thin. It is necessary, therefore, to commence toning with a thin or medium positive.
In order to replace the silver image by uranyl (uranium) or iron ferrocyanides, the film is placed in a single solution consisting of the metallic ferricyanide dissolved in a suitable solvent such as an alkaline salt of citric, tartaric, or oxalic acids in the presence of a mineral acid and certain other salts. The silver image is thereby partly converted to a mixture of silver ferrocyanide and the corresponding iron (ferric) or uranyl ferrocyanide thus producing a toned image. A certain degree of intensification of the original image is given by these toning processes.
Dye Toning
Owing to the limited number of colored metalic compounds available for toning purposes it is possible to obtain only a limited range of tones by the above methods. Certain inorganic compounds, however, have the peculiar property that when immersed. in a solution of a basic dye the dye comes out of the solution and attaches itself to the compound. The dye is then said to be mordanted and the inorganic compound is called the mordant. Silver ferrocyanide is a typical mordant. If therefore, a silver image is converted more or less to a silver ferrocyanide image and then immersed in a solution of a basic dye, a mordanted, dye image is produced.
As a result of a series of experiments in our Research Laboratory it has been found that the most satisfactory method of mordanting a motion picture black and white image is to immerse the film in a special uranium toning bath until the black silver image just commences to turn brown. At this stage sufficient silver ferrocyanide has been formed to mordant basic dyes strongly and if the time of immersion is prolonged so that the image is appreciably colored it will not mordant as well.
Immersion of the film in an acid solution of potassium ferricyanide will produce a satisfactory mordant image, but if the film is left for too long a period in the acid ferricyanide bath the mordanting action of the silver ferrocyanide image is destroyed. The uranyl ferrocyanide which is deposited along with the silver ferrocyanide in the uranium toning bath serves as a signal which indicates the point at which the film must be removed from the mordanting bath. .
The most suitable dyes for dye toning are basic dyes, which do not readily dye gelatin, so that on immersing the mordanted film in a weak solution of the dye containing a little acid, the dye becomes mordanted to the image while the highlights consisting of clear gelatin remain colorless.
Nature of The Positive to be Toned
Since the uranium and iron toning processes intensify the original image, in order to obtain uniform results, the positive film used for toning should have the correct density.
Three standards of positive film have been chosen: Normal, Medium and Thin (See samples 19, 20 and 21.) The "Thin" and "Medium" standards are obtained by giving a shorter time of development. A 30% reduction of the development time is usually necessary for a “thin” positive and 20% for a “medium” one.
The exact degree of intensification which takes place in particular case will soon be learned alter a few trials.
Nature of the Developer
Any good Elon-hydroquinone formula will give good tones, though for toning, it is necessary that the developed film should be entirely free from fog, since a thin veil becomes intensified in most of the toning processes. Fog and stain may be caused by: (1) carelessness in compounding a developer; (2) prolonged development at too high a temperature; (3) forced development; (4) processing film on a drum whereby aerial oxidation is induced; (5) the presence of hydrogen sulphide, hypo, tin, copper, etc., in the developer; and other causes. For more complete information on developer-fog consult the following communications from the Kodak Research Laboratories: (a) “Chemical Fog,” (b) Sulphide Fog by Bacteria in Motion Picture Developers,” (c) “The Staining Properties of Motion Picture Developers,’’ (d) “The Effect of Desensitizers in Development.”
Fixing and Washing
Fixation should be complete and, if possible, carried out in two consecutive baths and followed by thorough washing, otherwise uneven coloring will result. See communication on “The Development of Motion Picture Film by the Rack and Reel Systems” from the Kodak Research Laboratories.
In order to eliminate any possibility of uneven toning it is always advisable to tone immediately after washing and before drying. If the film is washed insufficiently, hypo accumulates in the toning bath and causes the precipitation of a sludge thus destroying the toning action.
Equipment
The equipment necessary for systematic toning is essentially the same as that required for tinting as described on page 13.
All toning operations should be conducted in a room removed as far as possible from the developing room to exclude any chance of contaminating the developer solution by toning chemicals, especially the sulphide bath, which would cause development fog immediately.
Metal surfaces which would come in contact with the toning solution should be avoided since the presence of such surfaces will cause contamination and precipitate a sludge. If metal pegs are employed on the racks they should be coated with an acid-resisting paint. Other materials of construction may be similar to those described previously for tinting apparatus (see page 13).
Racks should be waterproofed either with wax or nitro cellulose lacquer as described on pages 13 and 14.
Mixing Solutions
Developers, toning solutions, and dyes should be mixed in crocks of glazed earthenware or enameled iron, using warm water where necessary and insuring thorough solution by stirring with a wooden paddle, which should be washed thoroughly after each operation. Having thus dissolved the chemicals in as small a quantity of warm water as possible, filter through fine muslin and make up the bath with cold water, so that the final solution will be at approximately the correct temperature.
The chemicals employed should be pure (for the samples, “E. K. Co.” tested chemicals were used), and in cases where a good water supply is not available, only distilled water should be used. Detailed directions on mixing photographic solutions are given in the article, “Handling and Mixing Photographic Chemicals” Photo Miniature Nos. 200-201, published by Tennant and Ward, New York.
Control in Toning
As in the case of tinting with dyes, the nature of the tone obtained with the various solutions depends on the following factors:
1. The Nature and Dilution of the Toning Solutions.
Except in those cases where it is recommended to revive the bath by adding more acid, it is not advisable to modify the composition or dilution of the various solutions, as these have been adjusted to give the best results.
2. Temperature of Toning.
In most cases a change of temperature from 60° to 75° F. (15ºto 24ºC.) has merely the effect of changing the time of toning. It is advisable, however, to maintain the temperature of the various solutions between 65º and 70° F. (18ºto 21º C.).
3. Time of Toning.
The nature of the tone produced by the iron and uranium baths varies with the time of toning, and reaches a limit in from 10 to 15 minutes so that in a shorter time intermediate tones• are produced. Since the toning processes intensify the original image, if an intermediate tone is required, it is necessary to commence toning with denser film than when toning is to be carried to the limit.
When producing intermediate tones, it is possible therefore either to tone in the normal bath for a given time or in a diluted bath for a longer time. In order to reduce the number of individual toning baths to a minimum it is recommended to vary the time of toning rather than to vary the dilution of the bath and to judge the tone by inspection. Since the strength of the toning bath falls off with use, inspection is necessary in all cases except the sulphide tone.
Before commencing work with any bath, it is advisable to make a test on a short length of film.
Permanency of Tones.
The permanency of the tones produced largely depends on the care exercised throughout the various operations.
The silver sulphide image may be considered permanent, though in the other cases, where more or less silver ferrocyanide is present, the toned image is not absolutely permanent, being somewhat soluble in hypo and affected by fumes of hydrogen sulphide.
In the case of the iron and uranium tones, the colored ferrocyanides are dissolved by alkali such as sodium carbonate, so that the toned film should not be washed for too long a time in water which is at all inclined to be alkaline.
Dye toned film is reasonably fast to light, but since the toned image partially consists of silver ferrocyanide, it is affected by fumes of hydrogen sulphide, and on exposure to the air for long periods the surface of the film becomes covered with a metallic looking deposit of silver sulphide. This tarnishing may be prevented by varnishing with a nitro-cellulose varnish such as Kodlak. (Samples so treated are shown in the appendix in the back of this book.
In no case, however, if the instructions are followed carefully will the toned image deteriorate during the active life of the film. Moreover, so far as can be ascertained, the wear and tear of film which has been toned by the methods recommended is in no way impaired, though by virtue of the hardening action on the gelatin of the alum contained in some of the toning baths, it is advisable, especially during the winter months, to immerse the film for three or four minutes in the usual 2% glycerine bath after toning.
If film is to be stored for long periods of time, toning is inadvisable, nor is it advisable to tone valuable film unless duplicates are available.
The life of the toning bath has been carefully investigated in each case, the term "life" being considered as the total length of film capable of being toned by a given volume of fresh solution when toning is conducted continuously and without interruption.
In all cases it is false economy to exhaust a toning bath to the limit and thus obtain inferior tones, since the cost of the chemicals employed is insignificant compared with the value of the film being treated.
Since the figures given represent the capacity of the baths for toning under the best conditions, they only apply (a) providing the baths are kept covered as far as possible when not in use, to exclude light; (b) no foreign metallic surface, however small, is allowed to come into contact with the solution and (c) the bath is kept free from contamination with hypo.
Stability of the Solutions
All toning solutions containing potassium ferricyanide are sensitive to light, the ferricyanide being reduced to ferrocyanide, which results in the formation of a sludge of the metallic ferrocyanide. Thus, the uranium bath will deposit a brown sludge and the iron bath a blue sludge.. Therefore, when not in use the tanks should be carefully covered so as to screen the solutions from daylight.
It is also very important that no metallic surface, however small, should come in contact with the solutions; any metal pegs on the racks or pins used to hold the film together will gather the tone in preference to the film causing the formation of sludge. Plain wooden racks with or with out wooden pegs should be used, and metal faucets replaced by wooden plugs.
If a large quantity of sludge forms in the tank at any time, it is a result of incorrect mixing, the action of light, or the presence of hypo or of foreign metallic substances.
METAL TONES
Positive Employed—Thin, Medium, or Normal according to the result desired.
Immerse the well washed film in the following:
(Formula T-9)
|
|
Avoirdupois |
Metric |
|
Uranyl (Uranium) Nitrate |
16½ ozs. |
500 grams |
|
Potassium Oxalate |
16½ ozs. |
500 grams |
|
Potassium Ferricyanide |
6½ ozs. |
200 grams |
|
Ammonium Alum |
2½ lbs |
1200 grams |
|
Hydrochloric Acid 10% |
1 quart |
1000 cc. |
|
Water to |
50 gals |
200 liters |
Mix in the order given. The solution obtained should be perfectly clear and pale yellow in color.
It is convenient to keep stock solutions of the above (say, 10% solutions), from which a new bath may be expeditiously compounded. A 10% hydrochloric acid solution is one containing 10 parts by volume of the concentrated acid in 100 volumes of the final solution.
Temperature of Toning—65° to 70°F. (18º to 21º C.)
Time of Toning
Since this and the following single solution methods of toning produce a marked intensification of the silver image —which intensification increases with the time of toning— it follows that the nature of the tone changes with time also.
The composition of the bath has been so adjusted that the maximum effect is produced in about 10 minutes, the tone passing through a series of changes from brown to red during this time.
It is possible therefore to obtain intermediate tones by withdrawing the film from the bath at shorter intervals, though in such cases the contrast of the original black and white film should be adjusted accordingly, since with slight toning very little intensification takes place.
Sample tones Nos.22, 23, and 24 illustrate the effect of time of toning on the color of the resultant image as follows:
|
Sample No. |
Nature of Positive |
Time of Toning |
Color |
|
22 |
Normal |
2 minutes |
Chocolate |
|
23 |
Medium |
5 minutes |
Warm Brown |
|
24 |
Thin |
10 minutes |
Reddish Brown |
Time of Washing –Ten to Fifteen minutes.
The highlights will become clear in the above time, though a thin yellowish brown veil may remain in the clear gelatin as a result of the intensification of minute traces of fog, but this has no effect on projection. If the bath is working correctly the yellowish veil is only just perceptible, but if appreciably visible, then either the film was fogged during development, or the bath was not compounded correctly. Washing should not be carried out for too long a period, especially with water inclined to be alkaline, because the toned image is soluble in alkali.
Life of Bath.
Fifty gallons of solution will tone about 5000 feet of film without any appreciable change in the tone, after which the rich tone tends to flatness as a result of a deficiency of acid in the bath. At this point the bath may be revived by the further addition of acid to the extent of the original amount, when a further 5000 feet may be toned. At this stage the richness of tone falls off rapidly and the. bath should be thrown away.
Used intermittently over a period of several days the life of the bath is approximately as above.
With continued use a slight brownish flocculent precipitate may form in the bath, but this should be only slight, otherwise it is caused by incorrect mixing, the action of light, or by contact with a metallic surface, or the presence of hypo in the bath.
Positive Employed
With a thin positive a warm brown tone is obtained, while with denser film the effect is that of a blue-black tone. (See Sample No. 27.)
(Formula T-10a)
|
|
|
Avoirdupois |
Metric |
|
A. |
Potassium Ferricyanide |
8 ¼lbs |
4000 grams |
|
|
Potassium Bromide |
2 lbs, 1 oz |
1000 grams |
|
|
Water to |
50 gal. |
200 liters |
|
B. |
Sodium Sulphide (crystal) * |
2 lbs, 1 oz |
1000 grams |
|
|
|
Water to 50 gal. |
200 liters |
*Use one-third the quantity of fused Sodium Sulphide.
. The well washed positive is thoroughly bleached in A, so that the image appears uniformly yellow on looking at the back of the film, washed for 5 minutes, and immersed in solution until the film is thoroughly toned. A trace of iron in the sodium sulphide will do no harm providing the solution is boiled and the precipitated iron sulphide allowed to settle before use
Temperature of Baths 65º to 70º F (18º C to 21º C.)
Time of Bleaching—About two to four minutes.
Time of after Sulphiding—Ten to fifteen minutes.
Life of Baths
The toning bath A keeps well in the dark, solution B will keep almost indefinitely.
Positive Employed-Thin, Medium, or Normal according to result desired
Tone in the following:
(Formula T-11)
|
|
Avoirdupois |
Metric |
|
Ammonium Persulphate |
3 ¼ ozs. |
100 grams |
|
Ferric Alum (Ferric ammonium sulphate) |
8 ¼ ozs. |
250 grams |
|
Oxalic Acid . |
61 lbs |
600 grams |
|
Potassium Ferricyanide |
6 ½ ozs. |
200 grams |
|
Ammonium Alum |
2 lbs. 1 oz. |
1000 grams |
|
Hydrochloric Acid 10% |
6 ½ ozs, |
200 cc. |
|
Water to - |
50 gallons |
200 liters |
The method of compounding this bath is very important. Each of the solid chemicals should be dissolve separately in a small quantity of warm water, the solutions allowed to cool, filtered into the tank strictly in the order given, and the whole diluted to the required volume. If these instructions are followed, the bath will be a pale yellow color, and perfectly clear.
Time of Toning-Two to ten minutes at 70ºF. (21º C.). The color of the toned image varies from light bluish-gray for short time toning (about 3 minutes0 to a deep blue for a long time toning (10 minutes0. (See Sample no. 25.)
Time of Washing
Wash for ten to fifteen minutes until the highlights are clear. A very slight permanent yellow coloration of the dear gelatin will usually occur, but should be only just perceptible, when it will have no effect on projection. If the highlights are stained blue, then either the film was fogged during development or the bath was not compounded correctly: Washing should not be carried out for too long a period, especially with water inclined to be alkaline, because the toned image is soluble in alkali.
Life of Bath.
If the acid is renewed to the extent of the original amount after toning each 5000 feet, the bath is capable of toning 15,000 feet per 50 gallons of solution.
If even after revival, the tone remains flat, the bath, is exhausted and should be thrown away.
Alter continued use, a slight bluish sludge will collect in the bath, but this is not harmful. Should this form, to any appreciable extent, it is due either to incorrect mixing, the action of light, or contact with metallic surfaces, or the presence of hypo in the bath.
Mixed Uranium and Iron Tone
This particular tone is obtained by first toning in the Uranium bath for about 3 minutes and then in the Iron bath for about 2 minutes. Any longer immersion in the Iron bath makes the tone colder and vice versa. (See Sample N0. 26).
To obtain dye tones the film is first immersed in a mordanting bath, which converts the silver image to silver ferrocyanide, alter which it is washed and immersed in a solution of a basic dye until the required tone is obtained.
The procedure may be represented as follows:
Place in the Mordanting Bath, wash 10 to 15 minutes, place in the Dye Bath, then wash 5 to 10 minutes.
Immerse the well washed film in the following:
(Formula T-17)
|
|
Avoirdupois |
Metric |
|
Uranyl (Uranium) nitrate |
10 ½ ozs. |
320 grams |
|
Oxalic acid |
5 ¼ ozs. |
160 grams |
|
Potassium ferricyanide |
5 ¼ ozs. |
160 grams. |
|
Water to |
50 gals. |
200 liters |
The uranyl nitrate should be of good quality and should not contain an excess of free nitric acid. First dissolve the chemicals separately in a small quantity of water, then add the oxalic acid solution to the uranyl nitrate solution and finally add the potassium ferricyanide solution. If the uranyl nitrate is added directly to the potassium ferricyanide a brown precipitate will be obtained, which will not dissolve readily in the oxalic acid.
Alter mixing, the bath should be light yellow and perfectly clear. Expose the solution to light as little as possible, because light causes the precipitation of a brown sludge of uranyl ferrocyanide.
Time of Mordanting- Immerse the film until a very slight chocolate colored tone is obtained. When the bath is new this will take from 1½ to 2 minutes, but as the bath ages, this time must be prolonged. If a concentrated stock solution of the mordanting bath is kept on hand a little of this may be added to revive the bath at intervals.
After mordanting 10,000 feet of film per 50 gallons of solution the bath should be thrown away.
Remember that the first appearance of a slight brown tone is the signal to remove the film from the mordanting bath. If mordanting is prolonged beyond this point inferior dye tones will be obtained. See samples 37, 38 and 39 shows the appearance of an unmordanted, mordanted and toned image..
The temperature of the mordanting bath should not be higher than 75° F. (24ºC.)
Time of Washing after Mordanting-Wash until the highlights are free from yellow stain, which usually takes about 10 to 15 minutes. Do not prolong the washing for more than 20 minutes, or some of the mordant will be washed out.
The Dye Bath
All the dyes used (except methyl violet and National Pink)) are compounded according to the following formula:
(Formula T-17a)
|
|
Avoirdupois |
Metric |
|
Dye |
1 oz. 140 grains |
40 grams. |
|
Acetic Acid (glacial) |
3 ¼ ozs. |
100 cc. |
|
Water to |
50 gals. |
200 liters |
Thoroughly dissolve the dye in hot water, filter into the tank, add the acid, and fill up the tank with cold water.
With methyl violet use one half the quantity of dye in the above formula. With National Pink, use six times the quantity of dye in the above formula
The following dyes are suitable for dye toning.
|
National Pink |
Pink |
|
Safranine A |
Red |
|
Chrysoidine 3R |
Orange |
|
Auramine 2209 |
Yellow |
|
Victoria Green |
Green |
|
Methylene Blue BB |
Blue |
|
Methyl Violet |
Violet |
NOTE: Quantities of these dyes under one pound may be obtained from the Eastman Kodak Co., Rochester, New York. Larger quantities should be purchased directly from the manufacturer, National Aniline Company, 40 Rector St., New York, N. Y.
Time of Dye Toning. Immerse in the dye bath for from 2 to 15 minutes according to the color desired. The quantity of dye which mordants to the image increases with time, so that short immersion will give a slightly colored image and prolonged dyeing a strongly colored. image.
Nature of Positive to be Dye Toned. For a weakly colored tone use a normal positive. Prolonged dyeing intensifies the image, so that for a deeply colored tone use a medium positive.
Samples Nos. 47 and 48 illustrate the effect of time of toning on the color of the resultant image as follows
|
Sample No. |
Nature of Positive |
Time in Dye Bath |
Color |
|
47 |
Medium |
10 minutes |
Deep Green |
|
48 |
Normal |
3 minutes |
Light Green |
How to Modify a Dye Toned Image
In case a length of film is over-dyed, some of the dye may be removed by immersing in an 0.2% solution of concentrated ammonia and rinsing before drying.
If after dyeing for 10 minutes the image does not mordant sufficient dye, thoroughly wash, immerse again, in the mordanting bath, wash and then place in the dye bath.
Intermediate Dye Tones
Intermediate colors may be obtained either by mixing the dye solutions as in tinting or by immersing the film in successive dye baths. For instance, if a yellowish green tone is desired, first tone in the yellow bath and then immerse for a short time in the green bath.
See Samples Nos. 42 and 46.
Sample No. 42 was obtained by dyeing first in Chrysiodine and then in Safranine and Sample No. 46 by first dyeing in Auramine and then in Victoria Green.
Double Tones
It has been found that by omitting the ammonium alum from the Iron toning formula the hall-tones of the toned film are white and the shadows blue, and if this image is then immersed in any of the basic dye solutions as used for dye toning, the dye is mordanted to the half-tones, while the shadows remain more or less blue. By varying the dye solution used, the color of the half-tones may be varied at will. See Samples Nos. 52, 53, and 54.
In order to secure double-tones, proceed as follows:
Double Toning Bath
|
|
Avoirdupois |
Metric |
|
Ammonium Persulphate |
3 ¼ ozs. |
100 grams |
|
Ferric Alum (ferric ammonium sulphate) |
8 ½ ozs. |
250 grams |
|
Oxalic Acid |
1¼ lb. |
600 grams |
|
Potassium Ferricyanide |
6 ½ ozs. |
200 grams |
|
Hydrochloric Acid (10%) |
6 ½ ozs. |
200 cc. |
|
Water to |
50 gals. |
250 liters |
The instructions for preparing this bath are the same as for the Iron toning formula. (Formula T-11).
Nature of Positive—Medium
Time of Toning—Tone until the shadows are deep blue.
Time of Washing—Ten to fifteen minutes.
Time of Dyeing—Immerse in the basic dye solution as used for dye toning for five to fifteen minutes until the desired depth of color in the half-tones is obtained.
Safranine gives pink half-tones (See Sample No. 52).
Auramine gives yellow half-tones (See Sample No. 53).
Chrysoidine gives orange half-tones. (See Sample No. 54).
Time of Washing after Dyeing—Five to ten minutes until highlights are clear.
Life of Bath—The life is the same as that of the Iron toning formula on page 32.
Pleasing effects may be obtained as follows: (1) by metal toning or dye toning images on tinted base; and (2) by tinting toned images on clear base either by (a) general tinting or (b) local tinting by hand with a brush or by stenciling.
These methods give an image whose clear portions or highlights show the color of the tinting dye, whereas the shadows and half-tones project a tint intermediate between that of the tinting dye and the toned deposit.
Any of the metal tones described on pages 29-32 may be used effectively on tinted base as shown by Samples Nob. 28 to 36. Several examples of dye tones on tinted base are given by Samples Nos. 55 to 66.
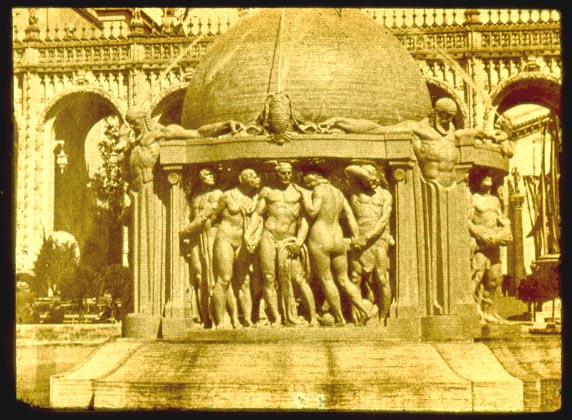
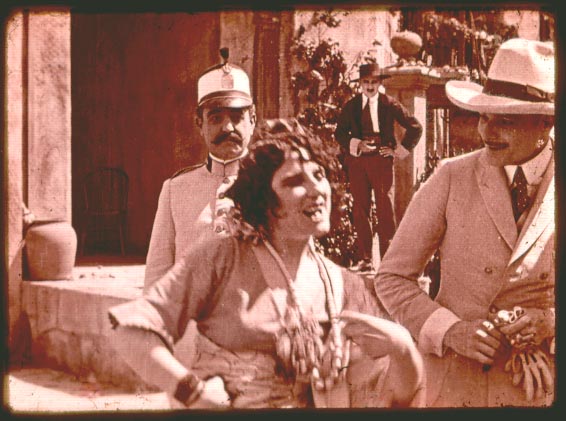
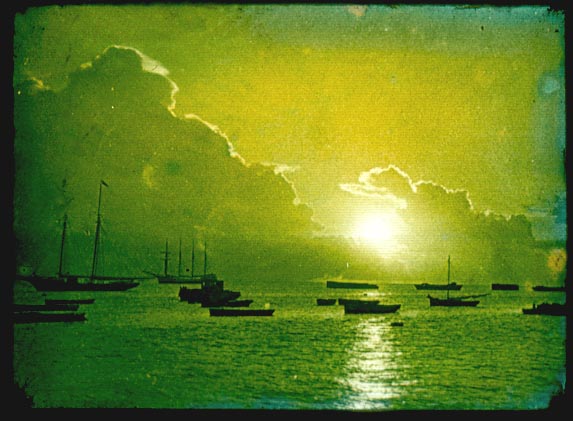
Considerable judgment must be used in choosing suit able tints to blend with any given tone. Pleasing combinations of toning with tinting are obtained with sunset and moonlight effects over water by first toning blue and then tinting orange, red, or yellow.
Most difficulties met with in toning may be traced to one or more of the following causes:
Uneven Toning.
Unevenness may be caused by:
1. Grease on the film. Never project film, if possible, before tinting or toning.
2. Drying spots on untoned film. If possible, always tint or tone film immediately after washing and before drying.
3. Examination of the film too frequently during ton ing, which results in more complete toning in places where- ever the solution fails to drain from the film.
4. Insufficient or uneven washing of the film after bleaching and before toning.
5. Incomplete removal of water from the toned film previous to drying. Any residual drops or streaks of water produce corresponding markings on the dried film, especially if the wash water is at all alkaline because most of the toned images are soluble in alkali.
6. The presence of “rack marks” on the untoned film characterized by excessive density where the film passes over the ends of the racks. These “rack marks” are intensified on toning and are visible as periodic dark flashes on the screen. By tightening the wet film on the rack previous to toning, the position of the film with respect to the end slats is changed, so that the “toning rack mark” does not coincide with the “development rack mark,” though the latter, if present, is intensified by the toning. This procedure of tightening serves to separate the “toned development rack mark” from the “toning rack mark,” so that the dark flashes are not so visible on the screen
Rack marks are entirely eliminated by processing machines and by means of racks fitted with roller end slats. For further particulars see communication No. 187 from the Kodak Research Laboratories, “The Development of Motion Picture Film by the Rack and Reel Systems;” also communication No. 250, “Rack Marks and Airbells on Motion Picture Film.”
7. Mottling or unevenness on the black and white film which is intensified on toning. Unevenness often attributed to defects in manufacture is caused by: (1) soaking the film in water previous to development and failure to agitate the film rack thoroughly for the first minute or so after placing in the developer, (2) short development of fully exposed film. When printing from a contrasty negative by fully exposing and developing for a short time it is very difficult to secure uniform development, the best procedure being to keep the film rack continuously in motion when in the developer.
Most of the defects as outlined above are usually inherent in the untoned film, but are so slight as to escape notice until they are intensified by toning.
White Spots
White spots are produced by particles of hypo or carbonate dust or splashes of a solution of these, settling on the toned film. The toned image consists of silver together with more or less silver ferrocyanide and the ferrocyanides of uranium and iron with more or less dye as the case may be. Silver ferrocyanide is soluble in hypo while uranyl and iron ferrocyanides are soluble in a solution of sodium carbonate, strong ammonia, etc., so that the white spots indicate those parts where the toned image has been dissolved away.
Irregular white spots may also be formed if the film is imperfectly squeegeed after washing and before drying, especially if the wash water is slightly alkaline. When a spot of water on the toned film evaporates, the small quantity of alkali present in the water becomes more concentrated and finally dissolves away more or less of the tone, leaving a white spot on the film. .
White spots due to these causes may be prevented by immersing the film for a few seconds in a 0.5% solution of glacial acetic acid after toning and before placing on the drying rack.
Stained Highlights
Stained highlights are caused by:
1. Traces of fog on the film before toning.
2. An improperly compounded toning bath. All solutions when new should be perfectly clear.
3. Premature exhaustion of the bath. This is a result of the action of light or the presence of some metal in the tank in the shape of screw heads, faucets, pins, etc., which gather the tone and cause the formation of sludge.
It is important to keep all solutions containing potassium ferricyanide exposed as little as possible to daylight, to use only wooden racks with wooden pegs, and to cover all metal parts very carefully with acid resisting paint.
4. In dye toning, stained highlights are a result of insufficient washing after mordanting or dyeing, too strong a dye bath, or an incorrect amount of acid in the bath.
Precipitation of Toning Bath.
If a precipitate forms in the toning bath (uranium or iron) which on standing settles out as a sludge, this is caused either by (a) the presence of an exposed metallic surface in the tank or (b) the presence of hypo in the toning solution. The precipitation may be prevented by taking care to use only stoneware or wooden tanks, and racks fitted with wooden pegs, and by thoroughly washing the racks of film so as to prevent contamination of the toning bath with hypo.
Providing the racks have been waterproofed thoroughly, either with wax or lacquer (as described on pages 13 and 14), the possibility of hypo being retained in the wood is reduced to a minimum.
The uranium mordanting bath on page 33 is precipitated in a similar manner by hypo and exposed metallic surfaces.
|
EASTMAN TINTED NITRATE BASE FILM
|
|||||
|
|
|
|
|||
|
1. Red Tinted Nitrate Base Page 7 |
2. Pink Tinted Nitrate Base Page 7 |
3. Orange Tinted Nitrate Base Page 7 |
|||
|
|
|
|
|||
|
4. Amber Tinted Nitrate Base Page 7 |
5. Light Amber Tinted Nitrate Base Page 7 |
6. Yellow Tinted Nitrate Base Page 7 |
|||
|
|
|
|
|||
|
7 Green Tinted Nitrate Base Page 7 |
8. Blue Tinted Nitrate Base Page 7 |
9. Lavender Tinted Nitrate Base Page 7 |
|||
|
EASTMAN TINTED SAFETY BASE FILM |
|||||
|
|
|
|
|||
|
10. Red Tinted Safety Base Page 7 |
11. Pink Tinted Safety Base Page 7 |
12. Orange Tinted Safety Base Page 7 |
|||
|
|
|
|
|||
|
13. Amber Tinted Safety Base Page 7 |
14. Light Amber Tinted Safety Base Page 7 |
15. Yellow Tinted Safety Base Page 7 |
|||
|
|
|
|
|||
|
16. Green Tinted Safety Base Page 7 |
17. Blue Tinted Safety Base Page 7 |
18. Lavender Tinted Safety Base Page 7 |
|||
|
|
|||||
|
NATURE OF POSITIVE SUITABLE FOR TONING |
|||||
|
|
|
|
|||
|
19. Normal Positive Page 25 |
20. Medium Positive Page 25 |
21. Thin Positive Page 25 |
|||
|
METAL TONES ON EASTMAN TINTED NITRATE BASE FILM |
|||||
|
|
|
|
|||
|
22. Uranium Tone Normal Positive Page 30 |
23. Uranium Tone Medium Positive Page 30 |
24. Uranium Tone Thin Positive |
|||
|
|
|
|
|||
|
25. Iron Tone Thin Positive Page 31 |
26. Uranium and Iron Tones Thin Positive Page 32 |
27. Sulphide Tone Normal Positive Page 30 |
|||
|
|
|
|
|||
|
METAL TONES ON EASTMAN TINTED NITRATE BASE FILM |
|||||
|
|
|
|
|||
|
28. Uranium Tone-Pink Base Thin Positive Pages 29 and 36 |
29. Uranium Tone-Yellow Base Thin Positive Pages 29 and 36 |
30. Uranium Tone-Yellow Base Normal Positive Pages 29 and 36 |
|||
|
|
|
|
|||
|
31. Uranium Tone-Green Base Thin Positive Pages 29 and 36 |
32. Uranium Tone-Pink Base Thin Positive Pages 31 and 36 |
33. Uranium Tone- Light Amber Base Thin Positive Pages 31 and 36 |
|||
|
|
|
|
|||
|
34. Iron Tone-Yellow Base Thin Positive Pages 31 and 36 |
35. Iron Tone-Green Base Thin Positive Pages 31 and 36 |
36. iron Tone-Blue Base Thin Positive Pages 31 and 36 |
|||
|
|
|||||
|
STAGES IN THE PREPARATION OF A DYE TONE |
|||||
|
|
|
|
|||
|
37.Untoned Medium Positive Page 25 |
38. Mordented Medium Positive Page 33 |
39. Safranine Dye Tone Medium Positive Page 34 |
|||
|
DYE TONES ON EASTMAN NITRATE BASE |
|||||
|
|
|
|
|||
|
40. 39. Safranine Medium Positive Page 34 |
41. Safranine Normal Positive Page 34 |
42. Safranine and Chrysoidine Medium Positive Page 35 |
|||
|
|
|
|
|||
|
43. National Pink Normal Positive Page 34 |
44.Chrysoidine Normal Positive Page 34 |
45. Auramine Thin Positive Page 34 |
|||
|
|
|
|
|||
|
46. Auramine and Victoria Green Medium Positive Page 35 |
47. Victoria Green Thin Positive Page 34 |
48. Victoria Green Medium Positive Page 34 |
|||
|
|
|
|
|||
|
49. Methylene Blue Thin Positive Page 34 |
50, Methylene Blue Normal Positive Page 34 |
51. Methyl Violet Medium Positive Page 34 |
|||
|
|
|
|
|||
|
52. Double Tone Safranine Medium Positive Pages 35 and 36 |
53. Double Tone Auramine Medium Positive Pages 35 and 36 |
54. Double Tone Chrysoidine Medium Positive Pages 35 and 36 |
|||
|
|
|||||
|
DYE TONES ON EASTMAN TINTED NITRATE BASE FILM |
|||||
|
|
|
|
|||
|
55.Auramine-Pink Base Thin Positive Page 36 |
56. Safranine-Light Amber Base Thin Positive Page 36 |
57. Victoria Green-Light Amber Base Thin Positive Page 36 |
|||
|
|
|
|
|||
|
58. Safranine-Yellow Base Medium Positive Page 36 |
59. Victoria Green-Yellow Base Medium Positive Page 36 |
60. Methyl Violet-Yellow Base medium Positive Page 36 |
|||
|
|
|
|
|||
|
DYE TONES ON EASTMAN TINTED SAFETY BASE FILM |
|||||
|
|
|
|
|||
|
61. Safranine-Green Base Thin Positive Page 36 |
62. Victoria Green-Green Base Thin Positive Page 36 |
63. Methyl Violet-Green Base Thin Positive Page 36 |
|||
|
|
|
|
|||
|
64. Chrysoidine-Pink Base Thin Positive Page 36 |
65. Methylene Blue-Yellow Base Thin Positive Page 36 |
66. Safranine-Lavender Base Medium Positive Page 36 |
|||



















































NOTE: All tones shown on tinted nitrate base film are applicable equally to tinted safety base film.
EASTMAN KODAK COMPANY, ROCHESTER, N.Y.